
Пеногаситель завод
Пеногаситель завод... звучит прямолинейно, но за этим стоит целая индустрия и немало проблем. Часто встречаю ситуации, когда клиенты ожидают универсального решения, 'волшебной таблетки', а в итоге сталкиваются с тонкостями, требующими глубокого анализа конкретного процесса. Слишком много рекламы обещает простое решение, а в реальности – подбор правильного реагента, дозировки и способа ввода – это вопрос экспертности и опыта. Начать стоит с понимания, что в каждом конкретном случае пеногаситель – это не просто химикат, а часть сложной системы управления технологическим процессом.
Почему 'универсального' пеногасителя не существует?
Вопрос универсальности – это, пожалуй, самая большая ловушка в этой сфере. Вспомните, как часто сталкиваюсь с запросами: 'Наш процесс – X, нужен пеногаситель'. И что? Процесс X может быть совершенно разным, даже если внешне они кажутся похожими. Состав жидкости, температура, давление, наличие других реагентов – всё это критически влияет на эффективность пеногасителя. Игнорирование этих факторов – прямой путь к разочарованию и потерянным деньгам.
Например, работа с водой, содержащей высокие концентрации органических веществ, требует совершенно иного подхода, чем работа с дистиллированной водой. В первом случае могут потребоваться комплексы, способные связывать органические молекулы, во втором – достаточно простых поверхностно-активных веществ. Простое сравнение химических формул не дает никаких гарантий успеха. Это как пытаться починить двигатель, не зная его типа и состояния.
Мы однажды потратили немало времени и средств на подбор **пеногасителя** для системы охлаждения в нефтеперерабатывающем заводе. Клиент был уверен, что простой силикат натрия решит проблему пенообразования. В итоге – минимальный эффект, а система продолжала образовывать пену, что приводило к снижению эффективности охлаждения и потенциальным повреждениям оборудования. Позже выяснилось, что в воде присутствовали следы серы, которые реагировали с силикатом натрия, образуя нежелательные продукты и снижая его эффективность.
Типы пеногасителей и их особенности
Существует довольно много типов пеногасителей, каждый из которых имеет свои преимущества и недостатки. Можно выделить несколько основных групп: поверхностно-активные вещества (ПАВ), полимеры, минеральные реагенты, и комплексы. ПАВ – это наиболее распространенный тип, но выбор конкретного ПАВ зависит от задач. Некоторые ПАВ более эффективны при высоких температурах, другие – при низких, третьи – при определенных значениях pH.
Полимерные **пеногасители**, как правило, обладают более высокой стойкостью к высоким температурам и давлениям, но их стоимость обычно выше. Они часто используются в процессах, где требуется стабильное пеноподавление в сложных условиях. Мы в нашей практике часто сталкиваемся с использованием полимерных реагентов в системах, работающих при температуре выше 150 градусов Цельсия. При этом нужно учитывать совместимость полимера с материалами оборудования.
Минеральные **пеногасители**, такие как силикаты и фосфаты, относительно дешевы, но их эффективность ограничена. Они часто используются в системах, где не требуется высокая степень пеноподавления. Фосфаты, к примеру, могут вызывать образование отложений на оборудовании, поэтому их использование требует особого внимания.
Проблемы при работе с пеногасителями
Помимо проблемы выбора правильного типа, при работе с пеногасителями возникают и другие сложности. Например, неправильная дозировка может привести как к недостаточному пеноподавлению, так и к избыточному, что также негативно сказывается на процессе. Неправильный способ ввода реагента, например, слишком высокая скорость или неправильное смешивание, может привести к образованию нежелательных побочных эффектов.
Еще одна проблема – это совместимость с другими реагентами, используемыми в процессе. Некоторые **пеногасители** могут вступать в реакцию с другими химическими веществами, образуя нежелательные продукты и снижая эффективность пеноподавления. Всегда необходимо проводить тесты совместимости перед внедрением нового реагента. Это касается и обратного – проверка совместимости пеногасителя с материалами трубопроводов, насосов и другого оборудования.
Часто встречающаяся проблема - неправильный мониторинг процесса. Нужно постоянно контролировать эффективность пеногасителя и при необходимости корректировать дозировку. Это требует наличия квалифицированного персонала и современного оборудования для анализа состава жидкости.
Наши практические рекомендации
Что мы делаем на практике? Прежде всего, проводим тщательный анализ технологического процесса, чтобы выявить причины образования пены. Затем, на основе этого анализа, предлагаем оптимальное решение, учитывающее все факторы, влияющие на эффективность пеногасителя. Мы не предлагаем готовые решения, а разрабатываем индивидуальные подходы, основанные на нашем опыте и знаниях.
Обязательно проводим лабораторные испытания реагентов в условиях, максимально приближенных к реальным. Это позволяет нам точно оценить эффективность и совместимость предлагаемого решения. Также, оказываем техническую поддержку при внедрении и эксплуатации пеногасителя, контролируем его эффективность и при необходимости корректируем дозировку.
В последние годы мы наблюдаем тенденцию к использованию более экологичных **пеногасителей**, которые не оказывают негативного воздействия на окружающую среду. Это связано с ужесточением экологических требований и растущим вниманием к вопросам устойчивого развития. Например, мы успешно внедрили в систему охлаждения промышленного предприятия биоразлагаемый пеногаситель на основе растительных масел. Это позволило снизить негативное воздействие на окружающую среду и улучшить качество воды.
Заключение
Вывод очевиден: выбор и применение пеногасителей – это сложная и ответственная задача, требующая глубоких знаний и опыта. Не стоит экономить на консультациях с профессионалами и надеяться на 'магические' решения. Только комплексный подход, основанный на анализе технологического процесса и индивидуальных потребностях клиента, позволит добиться максимальной эффективности и избежать дорогостоящих ошибок. Помните, что пеногаситель завод – это не просто поставщик химикатов, это ваш партнер в решении сложных технологических задач.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
 Ингибитор накипи
Ингибитор накипи -
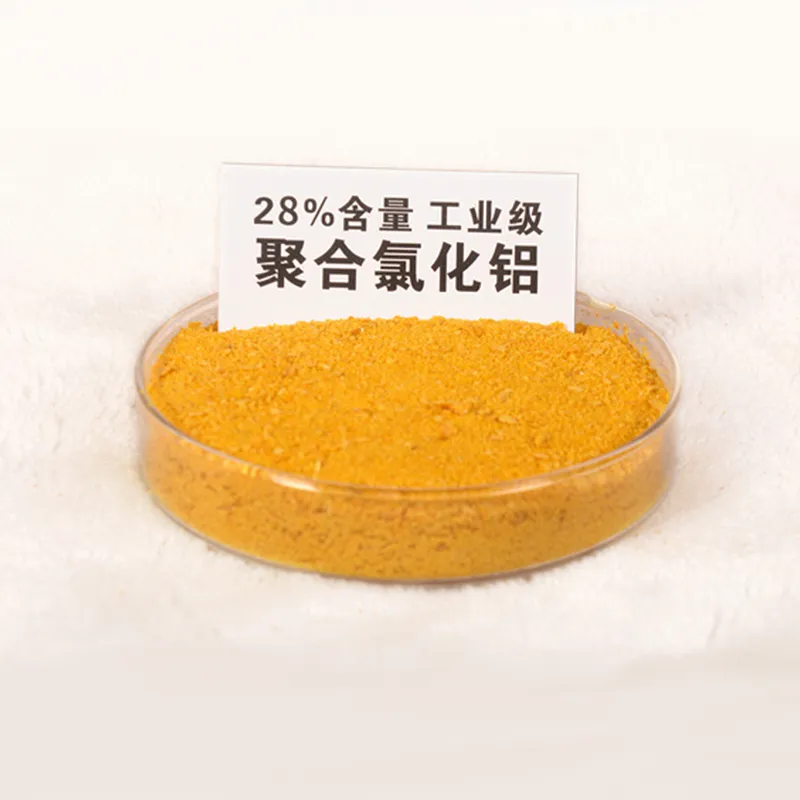 Полиоксихлорид алюминия
Полиоксихлорид алюминия -
 Катионный полиакриламид (КПАМ)
Катионный полиакриламид (КПАМ) -
 Твердый полимерный сульфат железа
Твердый полимерный сульфат железа -
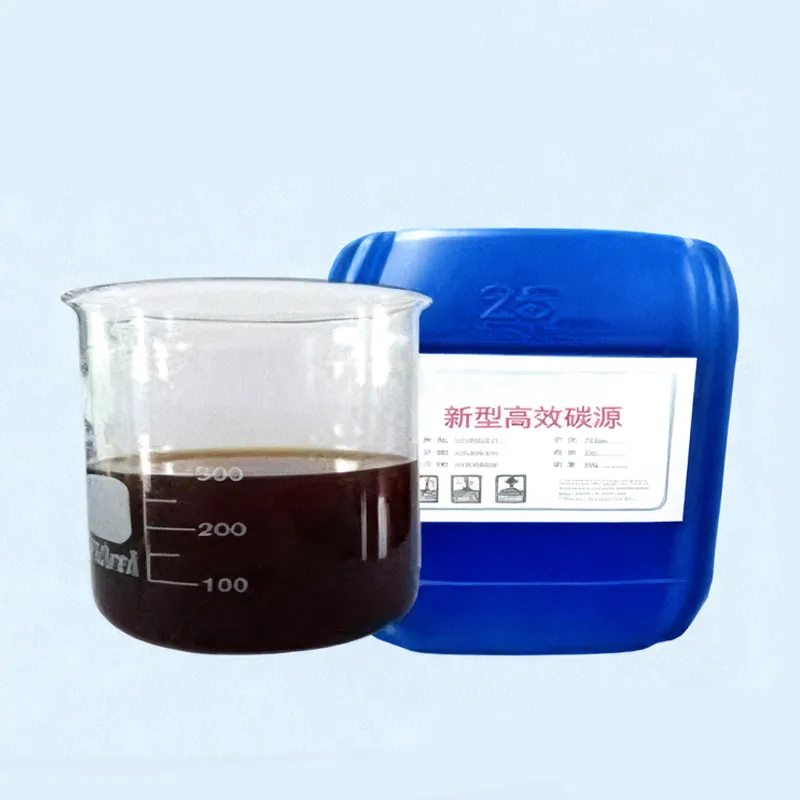 Композитный источник углерода
Композитный источник углерода -
 Вихревой акустический очиститель
Вихревой акустический очиститель -
 Импульсный (детонационный) очиститель
Импульсный (детонационный) очиститель -
 Смешанноточная закрытая градирня
Смешанноточная закрытая градирня -
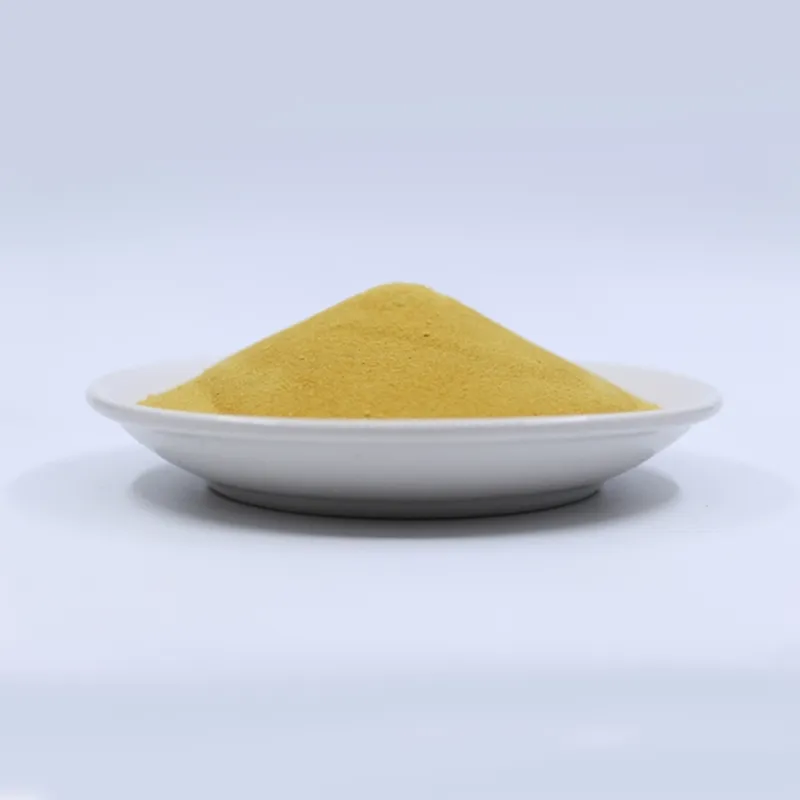
 Основной хлорид алюминия
Основной хлорид алюминия -
 Поперечноточная закрытая градирня
Поперечноточная закрытая градирня -
 Пневмоимпульсный очиститель
Пневмоимпульсный очиститель -
 Твердый реагент для удаления фосфора
Твердый реагент для удаления фосфора
Связанный поиск
Связанный поиск- Дешево примеры применения ударно-импульсной системы очистки
- Дешево монтаж закрытой градирни
- Дешево негашеная известь
- Решения для очистки промышленных котлов от золы завод
- Китай высокая температура дымовых газов
- Высокопроизводительная закрытая градирня
- Смесь источников углерода
- Дешево металлургическое охлаждение
- Очистка без мертвых зон котла цена
- Высококачественный высокоэффективные теплообменные змеевики



